Laser Hole Drilling Parameters
Laser Drilling Machinemfg

Laser Drilling Of Composite Material A Review Sciencedirect

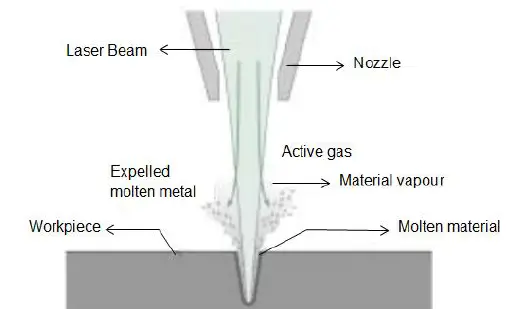
Schematic Diagram Of Laser Drilling Process 10 Download Scientific Diagram

Characteristics Of Hole Formation During Laser Drilling Of Sic Reinforced Aluminium Metal Matrix Composites Sciencedirect

Schematic Diagram Of A Laser Drilling Process Download Scientific Diagram

Laser Drilling An Overview Sciencedirect Topics

The aspects considered are the hole circularity at exit and the hole taper of the drilled hole.
Laser hole drilling parameters.

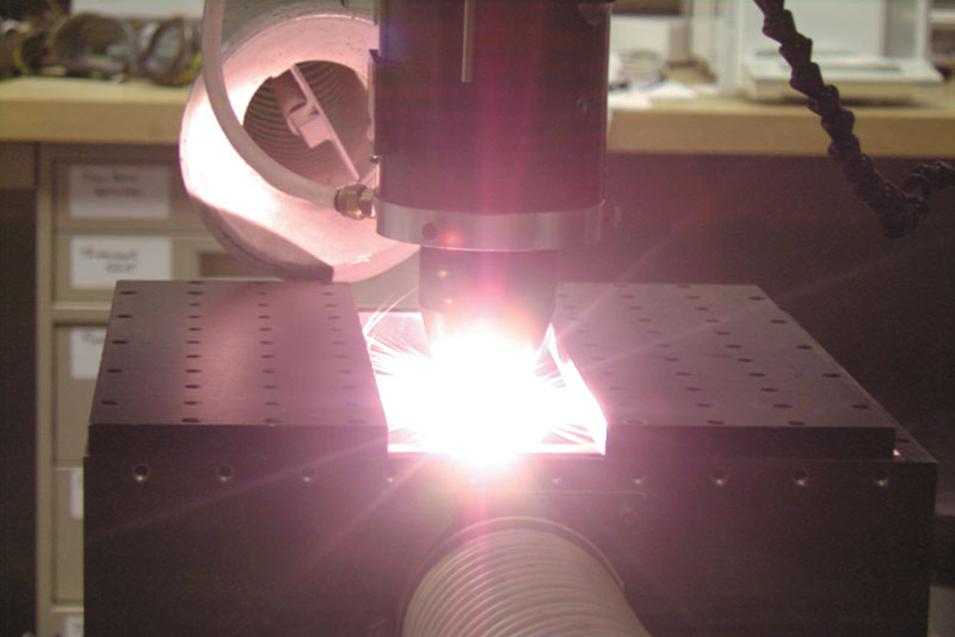
A Laser Drilling Machining System And B Schematic Of Laser Machine Download Scientific Diagram

Configuration Of Laser Drilling Setup Download Scientific Diagram

Drilling With A Fiber Laser Laser Drilling Spi Lasers
Https Link Springer Com Content Pdf 10 1007 S00170 017 1481 9 Pdf

Drug Delivery Using Lasers To Drill Tablets Pharmaceutical Manufacturing

Excellent Machining With 4th Axis Edm Drilling Capability Used Cnc Machines Edm Drill
Laser Drilling Applications Ipg Photonics

How To Setup Your Full Spectrum Laser Water Cooling System Full Spectrum Laser Laser Cutter Engraver
Laser Drilling Becoming A Reality

Numerical Simulation Of Metal Removal In Laser Drilling Using Radial Point Interpolation Method Sciencedirect
Osa Dynamic Change Process Of A Recast Layer In Nd Yag Millisecond Laser Trepan Drilling
.jpg)
Thermal Analysis Of Laser Drilling Processes

4 Axis Cnc Router From Rapidcnc Machinery Cnc Router Wood Router Cnc Router For Sale
Rna Laser Drill Vision Inspection System Rna Automation
Source : pinterest.com
