Laser Welding Aluminium Problems

Pdf Current Issues And Problems In Laser Welding Of Automotive Aluminum Alloys
Joining Aluminum With Laser
Dissimilar Laser Welding Of Aluminium And Copper Alloys Twi
Hrl Engineers 3d Print High Strength Aluminum Solve Welding Problem Using Nanoparticles Of Nucleants Green Car Congress

Laser Welding On An Aluminium Die Casting Alloy T 3mm With High Download Scientific Diagram

Laser Welding Set Up For Aluminium Processing Suggested Scheme With Download Scientific Diagram

Laser beam welding can be used with crack sensitive materials such as the 6000 series of aluminum alloys when combined with an appropriate filler material such as 4032 or 4047 aluminum.
Laser welding aluminium problems.
Clamp Enclose Laser Weld
Diode Lasers For Welding Aluminum 2013 02 04 Assembly Magazine
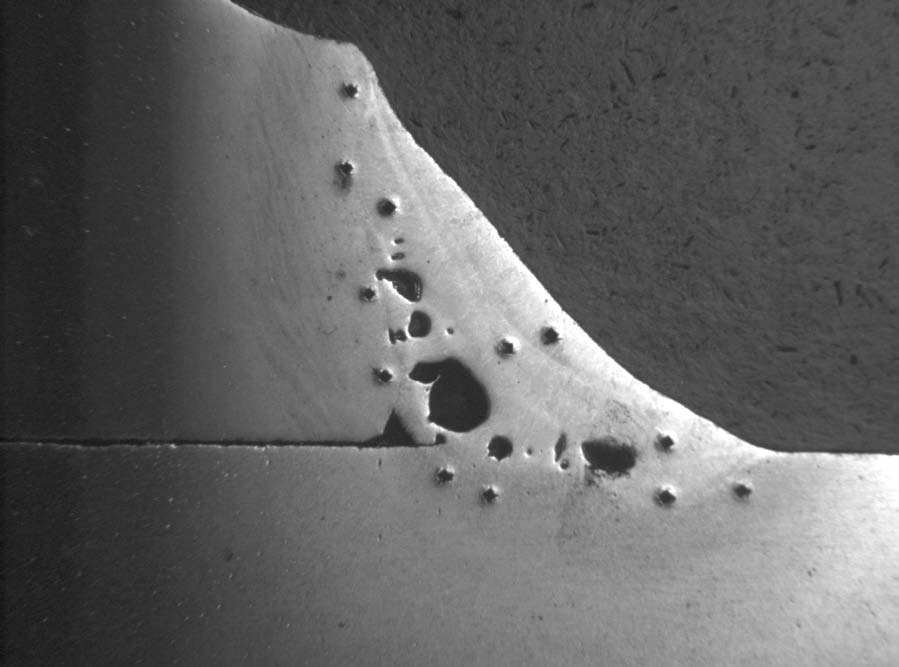
Welding Aluminum Solving Porosity Problems Eb Industries

Introduction To Laser Welding Of Aluminum Alloys

Common Problems Encountered In Fusion Welding Of Aluminium Alloys Download Table

What Engineers Need To Know About Laser Screw Welding Lsw Engineering Com

Pdf Current Issues And Problems In Laser Welding Of Automotive Aluminium Alloys Semantic Scholar

Effect Of Steel To Aluminum Laser Welding Parameters On Mechanical Properties Of Weld Beads Sciencedirect
Pdf Laser Beam Welding Of Aa5052 Aa5083 And Aa6061 Aluminum Alloys

Effects Of Zinc On The Laser Welding Of An Aluminum Alloy And Galvanized Steel Sciencedirect
Dissimilar Metal Welding With Advanced Laser Beam Control Industrial Laser Solutions

Laser Micro Keyhole Method Can Weld Problem Metals Industrial Laser Solutions

Microstructural And Failure Mechanism Of Laser Welded 2a97 Al Li Alloys Via Synchrotron 3d Tomography Sciencedirect

Hot Cracking An Overview Sciencedirect Topics
Source : pinterest.com
